
Основные инструментальные материалы: виды, марки, свойства, характеристика, материалы изготовления. Классификация инструментальных материалов Какие свойства имеют различные инструменты
Для изготовления рабочей части режущих инструментов применяют пять групп инструментальных материалов: инструментальные углеродистые и легированные стали, быстрорежущие стали, твердые сплавы, минералокерамику и сверхтвердые материалы.
В процессе резания инструменты испытывают большие удельные усилия, подвергаются нагреву и износу, поэтому инструментальные материалы должны обладать определенными физико-механическими и технологическими свойствами, из которых основными являются: твердость, прочность и пластичность, теплостойкость и теплопроводность, сопротивляемость схватыванию с обрабатываемым материалом, износостойкость, а также закаливаемость и прокаливаемость (для инструментальных сталей), устойчивость против перегрева и окисления, свариваемость или способность к соединению пайкой, склонность к образованию трещин при пайке и шлифуемость.
От указанных свойств этих материалов зависят такие важные технологические показатели, как производительность обработки резанием, стойкость, надежность инструмента и др.
Практически не существует таких материалов, которые бы обладали одновременно высокими твердостью, прочностью, тепловыми характеристиками и т. д.
Чтобы правильно выбрать инструментальный материал для конкретных условий обработки или правильно использовать имеющийся материал при отсутствии возможности такого выбора, необходимо знать влияние его свойств на процесс резания.
Твердость . Осуществление процесса резания возможно в том случае, если твердость режущего инструмента значительно выше твердости обрабатываемого материала. Чем выше твердость инструмента, тем выше его стойкость и скорость резания. С увеличением твердости повышается сопротивляемость инструмента механическому износу и более длительное время сохраняется острота режущей кромки.
Однако не для всех инструментов и условий обработки целесообразно выбирать инструментальный материал с наивысшей твердостью, так как с ее увеличением повышаются хрупкость и склонность к образованию трещин при пайке и заточке, ухудшается шлифуемость. Поэтому при выборе инструментального материала необходимо учитывать не только твердость, но и другие его свойства.
Прочность . В процессе резания на инструмент действуют силы, которые подвергают его сжатию, изгибу, скручиванию и другим видам деформации. Способность инструмента сопротивляться деформации является очень важным свойством и характеризуется пределом прочности. Понятие прочности инструмента имеет двоякое значение: прочность режущих элементов, находящихся в зоне резания и подвергающихся воздействию сходящей стружки и образующегося тепла, и прочность нережущих элементов инструмента. В первом случае прочность характеризует такие режущие свойства инструмента, как сопротивление хрупкому и пластическому разрушению режущей части; во втором - жесткость, виброустойчивость и надежность инструмента в целом.
Теплостойкость . Механические свойства инструментального материала изменяются под воздействием температуры резания. С увеличением температуры выше определенного значения твердость и прочность материала уменьшаются и достигают таких значений, когда инструмент начинает быстро размягчаться, изнашиваться и теряет свою режущую способность.
Температура, до которой инструментальный материал сохраняет свою режущую способность, называется теплостойкостью (в государственных стандартах на инструментальные и быстрорежущие стали применяют термин «красностойкость», который идентичен с термином «теплостойкость»).
Для быстрорежущих сталей и твердого сплава это температура, при которой твердость снижается до HRA 58…60.
Учитывая, что температура режущего лезвия в значительной мере зависит от скорости резания (повышается с увеличением последней), материалы, имеющие бóльшую теплостойкость, даже при равной твердости могут работать с более высокими скоростями резания и обрабатывать более твердые материалы.
Теплопроводность - этой свойство, влияющее на температуру режущего лезвия в процессе обработки. Чем выше теплопроводность, тем лучше отводится тепло из зоны контакта инструмента с обрабатываемым материалом и тем меньше температура резания. Кроме того, материалы с большей теплопроводностью меньше склонны к образованию трещин при заточке и пайке.
Адгезионная стойкость - это устойчивость против схватывания. Низкая адгезионная стойкость инструментального материала приводит к увеличению интенсивности износа инструмента, особенно при высоких температурах и давлениях в зоне резания.
Износостойкость - это свойство инструментального материала сопротивляться механическому, тепловому и химическому воздействию обрабатываемого материала в процессе резания. Важнейшими факторами, влияющими на износостойкость, являются рассмотренные выше свойства - твердость, теплостойкость, теплопроводность, адгезионная стойкость.
При выборе инструментального материала необходимо стремиться к оптимальному значению его износостойкости с учетом химического состава и прочности, обрабатываемого материала, характера операции и конструкции инструмента, жесткости оборудования, возможности применения СОЖ и др.
1.2. Инструментальные стали
По химическому составу, степени легированности инструментальные стали разделяют на инструментальные углеродистые, инструментальные легированные и быстрорежущие стали. Физико-механические свойства этих сталей при нормальной температуре достаточно близки, различаются они теплостойкостью и прокаливаемостью при закалке.
Распад мартенсита при нагреве (во время резания) закаленных углеродистых сталей происходит при температуре 200 °С. В легированных и быстрорежущих сталях разупрочнение мартенсита сдерживается наличием легирующих элементов. В инструментальных легированных сталях массового содержания легирующих элементов недостаточно, чтобы связать весь углерод в карбиды, поэтому теплостойкость сталей этой группы лишь на 50...100 °С превышает теплостойкость инструментальных углеродистых сталей. В быстрорежущих сталях стремятся связать весь углерод в карбиды легирующих элементов, исключив при этом возможность образования карбидов железа. За счет этого разупрочнение быстрорежущих сталей происходит при более высоких температурах.
Инструментальными являются материалы, основное назначение которых - оснащение рабочей части инструментов. К ним относятся инструментальные углеродистые, легированные и быстрорежущие стали, твердые сплавы, минералокерамика, сверхтвердые материалы.
Основные свойства инструментальных материалов
| Инструментальный материал | Теплостойкость 0 С | Предел прочности при изгибе, МПа | Микротвер-дость, НV | Коэффициент тепло-проводности, Вт/(мЧК) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Углеродистая сталь
Легированная сталь Быстрорежущая сталь Твердый сплав Минералокерамика Кубический нитрид |
8.1. Инструментальные стали.По химическому составу, степени легированности инструментальные стали разделяются на инструментальные углеродистые, инструментальные легированные и быстрорежущие стали. Физико-механические свойства этих сталей при нормальной температуре достаточно близки, различаются они теплостойкостью и прокаливаемостью при закалке. В инструментальных легированных сталях массовое содержание легирующих элементов недостаточно, чтобы связать весь углерод в карбиды, поэтому теплостойкость сталей этой группы лишь на 50-100 0 С превышает теплостойкость инструментальных углеродистых сталей. В быстрорежущих сталях стремятся связать весь углерод в карбиды легирующих элементов, исключив при этом возможность образования карбидов железа. За счет этого разупрочнение быстрорежущих сталей происходит при более высоких температурах. Инструментальные углеродистые (ГОСТ 1435-74) и легированные (ГОСТ 5950-73) стали. Основные физико-механические свойства инструментальных углеродистых и легированных сталей приведены в таблицах. Инструментальные углеродистые стали обозначаются буквой У, за которой следует цифра, характеризующая массовое содержание углерода в стали в десятых долях процента. Так, в стали марки У10 массовое содержание углерода составляет один процент. Буква А в обозначении соответствует высококачественным сталям с пониженным массовым содержанием примесей. Химический состав углеродистых инструментальных сталей
В инструментальных легированных сталях первая цифра, характеризует массовое содержание углерода в десятых долях процента (если цифра отсутствует, то содержание углерода в ней до одного процента). Буквы в обозначении указывают на содержание соответствующих легирующих элементов: Г - марганец, Х - хром, С - кремний, В - вольфрам, Ф - ванадий, а цифры обозначают содержание элемента в процентах. Инструментальные легированные стали глубокой прокаливаемости марок 9ХС, ХВСГ, Х, 11Х, ХВГ отличаются малыми деформациями при термической обработке. Химический состав малолегированных инструментальных сталей
Эти материалы имеют ограниченные области применения: углеродистые идут, в основном, для изготовления слесарных инструментов, а легированные - для резьбообразующих, деревообрабатывающих и длинномерных инструментов (ХВГ)- протяжек, разверток и т.д. 8.2. Быстрорежущие стали (ГОСТ 19265-73)Химический состав и прочностные характеристики основных марок этих сталей приведены в таблицах. Быстрорежущие стали обозначаются буквами, соответствующими карбидообразующим и легирующим элементам: Р - вольфрам, М - молибден, Ф - ванадий, А - азот, К - кобальт, Т - титан, Ц - цирконий). За буквой следует цифра, обозначающая среднее массовое содержание элемента в процентах (содержание хрома около 4 процентов в обозначении марок не указывается). Цифра, стоящая в начале обозначения стали, указывает содержание углерода в десятых долях процента (например, сталь 11Р3АМ3Ф2 содержит около 1,1 % С; 3 % W; 3 % Мо и 2 % V). Режущие свойства быстрорежущих сталей определяются объемом основных карбидообразующих элементов: вольфрама, молибдена, ванадия и легирующих элементов- кобальта, азота. Ванадий в связи с малым массовым содержанием (до 3%) обычно не учитывается, и режущие свойства сталей определяются, как правило, вольфрамовым эквивалентом, равным (W+2Mo)%. В прейскурантах на быстрорежущие стали выделяют три группы сталей: стали 1-й группы с вольфрамовым эквивалентом до 16 % без кобальта, стали 2-й группы - до 18 % и содержанием кобальта около 5 %, 2ста 0ли 3-й группы - до 20 % и содержанием кобальта 5-10 %. Соответственно, различаются и режущие свойства этих групп сталей. Химический состав быстрорежущих сталей
Химический состав литых быстрорежущих сталей
Кроме стандартных, применяются и специальные быстрорежущие стали, содержащие, например, карбонитриды титана. Однако высокая твердость заготовок этих сталей, сложность механической обработки не способствующих широкому распространению. При обработке труднообрабатываемых материалов находят применение порошковые быстрорежущие стали Р6М5-П и Р6М5К5-П. Высокие режущие свойства этих сталей определяются особой мелкозернистой структурой, способствующей повышению прочности, уменьшению радиуса скругления режущей кромки, улучшенной обрабатываемости резанием и в особенности шлифованием. В настоящие время проходят промышленные испытания безвольфрамовые быстрорежущие стали с повышенным содержанием различных легирующих элементов, в том числе алюминия, малибдена, никеля и других Один из существенных недостатков быстрорежущих сталей связан с карбидной неоднородностью, т.е. с неравномерным распределением карбидов по сечению заготовки, что приводит, в свою очередь, к неравномерной твердости режущего лезвия инструмента и его износа. Этот недостаток отсутствует у порошковых и мартенситно-стареющих (с содержанием углерода менее 0,03%) быстрорежущих сталей.
8.3. Твердые сплавы (ГОСТ 3882-74)Твердые сплавы содержат смесь зерен карбидов, нитридов, карбонитридов тугоплавких металлов в связующих материалах. Стандартные марки твердых сплавов выполнены на основе карбидов вольфрама, титана,тантала. В качестве связки используется кобальт. Состав и основные свойства некоторых марок твердых сплавов для режущих инструментов приведены в таблице. Физико-механические свойства одно-, двух- и трехкарбидных твердых сплавов Состав физико-механические свойства безвольфрамовых твердых сплавов В зависимости от состава карбидной фазы и связки обозначение твердых сплавов включает буквы, характеризующие карбидообразующие элементы (В - вольфрам, Т - титан, вторая буква Т - тантал) и связку (буква К- кобальт). Массовая доля карбидообразующих элементов в однокарбидных сплавах, содержащих только карбид вольфрама, определяется разностью между 100% и массовой долей связки (цифра осле буквы К), например, сплав ВК4 содержит 4% кобальта и 96% WC. Вдвухкарбидных WC+TiC сплавах цифра после буквы карбидообразующего элемента определяется массовая доля карбидов этого элемента, следующая цифра - массовая доля связки, остальное - массовая доля карбида вольфрама (например, сплав Т5К10 содержит 5% TiC,10% Co и 85% WC). В трехкарбидных сплавах цифра после букв ТТ означает массовую долю карбидов титана и тантала. Цифра за буквой К - массовая доля связки, остальное- массовая доля карбида вольфрама (например, сплав ТТ8К6 содержит 6% кобальта, 8% карбидов титана и тантала и 86% карбида вольфрама). В металлообработке стандартом ISO выделены три группы применяемости твердосплавного режущего инструмента: группа Р - для обработки материалов, дающих сливную стружку; группа К - стружку надлома и группа М - для обработки различных материалов (универсальные твердые сплавы). Каждая область разделяется на группы и подгруппы. Твердые сплавы, в основном, выпускаются в виде различных по форме и точности изготовления пластин: напайных (наклеиваемых) - по ГОСТ 25393-82 или сменных многогранных - по ГОСТ 19043-80 - 19057-80 и другим стандартам. Многогранные пластины выпускаются как из стандартных марок твердых сплавов, так и из этих же сплавов с однослойными или многослойными сверхтвердыми покрытиями из TiC, TiN, оксида алюминия и других химических соединений. Пластины с покрытиями обладают повышенной стойкостью. К обозначению пластин из стандартных марок твердых сплавов с покрытием нитридов титана добавляют - маркировку букв КИБ (ТУ 2-035-806-80), а к обозначению сплавов по ISO - букву С. Выпускаются также пластины и из специальных сплавов (например, по ТУ 48-19-308-80). Сплавы этой группы (группы "МС") обладают более высокими режущими свойствами. Обозначение сплава состоит из букв МС и трехзначного (для пластин без покрытий)или четырехзначного (для пластин с покрытием карбидом титана) числа: 1-я цифра обозначения соответствует области применения сплава по классификации ISO (1 - обработка материалов, дающих сливную стружку; 3 - обработка материалов, дающих стружку надлома; 2 - область обработки, соответствующая области М по ISO); 2-я и 3-я цифры характеризуют подгруппу применяемости, а 4-я цифра - наличие покрытия. Например, МС111 (аналог стандартного Т15К6), МС1460 (аналог стандартного Т5К10) и т.д. Кроме готовых пластин выпускаются также заготовки в соответствии с ОСТ 48-93-81; обозначение заготовок то же, что и готовых пластин, но с добавлением буквы З. Безвольфрамовые твердые сплавы широко применяются как материалы, не содержащие дефицитных элементов. Безвольфрамовые сплавы поставляются в виде готовых пластин различной формы и размеров, степеней точности U и М, а также заготовок пластин. Области применения этих сплавов аналогичны областям использования двухкарбидных твердых сплавов при безударных нагрузках.
8.4. Минералокерамика (ГОСТ 26630-75) и сверхтвердые материалыМинералокерамические инструментальные материалы обладают высокой твердостью, тепло- и износостойкостью. Их основой являются глинозем (оксид кремния)- оксидная керамика или смесь оксида кремния с карбидами, нитридами и другими соединениями (керметы). Основные характеристики и области применения различных марок минералокерамики приведены в таблице. Формы и размеры сменных многогранных керамических пластин определены стандартом ГОСТ 25003-81*. Кроме традиционных марок оксидной керамики и керметов широко применяются оксидно-нитридная керамика (например, керамика марки "кортинит" (смесь корунда или оксида алюминия с нитридом титана) и нитридно-кремниевая керамика- "силинит-Р" . Физико-механические свойства инструментальной керамики
Синтетические сверхтвердые материалы изготавливаются либо на основе кубического нитрида бора - КНБ, либо на основе алмазов. Материалы группы КНБ обладают высокой твердостью, износостойкостью, низким коэффициентом трения и инертностью к железу. Основные характеристики и эффективные области использования приведены в таблице. Физико-механические свойства СТМ на основе КНБВ последнее время к этой группе относятся и материалы, содержащие композицию Si-Al-O-N (торговая марка "сиалон"), в основе которых нитрид кремния Si3N4. Синтетические материалы поставляются в виде заготовок или готовых сменных пластин. На основе синтетических алмазов известны такие марки, как АСБ - алмаз синтетический "баллас", АСПК - алмаз синтетический "карбонадо" и другие. Достоинства этих материалов - высокая химическая и коррозионная стойкость, минимальные радиусы закругления лезвий и коэффициент трения с обрабатываемым материалом. Однако, алмазы имеют существенные недостатки: низкая прочность на изгиб (210-480 МПа); химическая активность к некоторым жирам содержащимся в охлаждающей жидкости; растворение в железе при температурах 750-800 С, что практически исключает возможность их использования для обработки сталей и чугуна. В основном, поликристаллические искусственные алмазы применяются для обработки алюминия, меди и сплавов на их основе. Назначение СТМ на основе кубического нитрида бора
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
История развития обработки металлов показывает, что одним из эффективных путей повышения производительности труда в машиностроении является применение новых инструментальных материалов. Например, применение быстрорежущей стали вместо углеродистой инструментальной, позволило увеличить скорость резания в 2...3 раза. Это потребовало существенно усовершенствовать конструкцию металлорежущих станков, прежде всего увеличить их быстроходность и мощность. Аналогичное явление наблюдалось также при использовании в качестве инструментального материала твердых сплавов.
Инструментальный материал должен иметь высокую твердость, чтобы в течение длительного времени срезать стружку. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания. Способность материала инструмента сохранять свою твердость при высокой температуре нагрева определяет его красностойкость (теплостойкость). Режущая часть инструмента должна обладать большой износостойкостью в условиях высоких давлений и температур.
Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок либо поломка инструмента, особенно при их небольших размерах.
Инструментальные материалы должны обладать хорошими технологическими свойствами, т.е. легко обрабатываться в процессе изготовления инструмента и его переточек, а также быть сравнительно дешевыми.
В настоящее время для изготовления режущих элементов инструментов применяются инструментальные стали (углеродистые, легированные и быстрорежущие), твердые сплавы, минералокерамические материалы, алмазы и другие сверхтвердые и абразивные материалы.
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Режущие инструменты, изготовленные из углеродистых инструментальных сталей У10А, У11А, У12А, У13А, обладают достаточной твердостью, прочностью и износостойкостью при комнатной температуре, однако теплостойкость их невелика. При температуре 200-250 "С их твердость резко уменьшается. Поэтому они применяются для изготовления ручных и машинных инструментов, предназначенных для обработки мягких металлов с низкими скоростями резания, таких, как напильники, мелкие сверла, развертки, метчики, плашки и др. Углеродистые инструментальные стали имеют низкую твердость в состоянии поставки, что обеспечивает их хорошую обрабатываемость резанием и давлением. Однако они требуют применения при закалке резких закалочных сред, что усиливает коробление инструментов и опасность образования трещин.
Инструменты из углеродистых инструментальных сталей плохо шлифуются из-за сильного нагревания, отпуска и потери твердости режущих кромок. Из-за больших деформаций при термической обработке и плохой шлифуемости углеродистые инструментальные стали не используются при изготовлении фасонных инструментов, подлежащих шлифованию по профилю.
С целью улучшения свойств углеродистых инструментальных сталей были разработаны низколегированные стали. Они обладают большей прокаливаемостью и закаливаемостью, меньшей чувствительностью к перегреву, чем углеродистые стали, и в то же время хорошо обрабатываются резанием и давлением. Применение низколегированных сталей уменьшает количество бракованных инструментов.
Область применения низколегированных сталей та же, что и для углеродистых сталей.
По теплостойкости легированные инструментальные стали незначительно превосходят углеродистые. Они сохраняют высокую твердость при нагреве до 200-260°С и поэтому непригодны для резания с повышенной скоростью, а также для обработки твердых материалов.
Низколегированные инструментальные стали подразделяются на стали неглубокой и глубокой прокаливаемости. Для изготовления режущих инструментов используются стали 11ХФ, 13Х, ХВ4, В2Ф неглубокой прокаливаемости и стали X, 9ХС, ХВГ, ХВСГ глубокой прокаливаемости.
Стали неглубокой прокаливаемости, легированные хромом (0,2-0,7%), ванадием (0,15-0,3%) и вольфрамом (0,5-0,8%) используются при изготовлении инструментов типа ленточных пил и ножовочных полотен. Некоторые из них имеют более специализированное применение. Например, сталь ХВ4 рекомендуется для изготовления инструментов, предназначенных для обработки материалов, имеющих высокую поверхностную твердость, при относительно небольших скоростях резания.
Характерной особенностью сталей глубокой прокаливаемости является более высокое содержание хрома (0,8-1,7 %), а также комплексное введение в относительно небольших количествах таких легирующих элементов, как хром, марганец, кремний, вольфрам, ванадий, что существенно повышает прокаливаемость. В производстве инструментов из рассматриваемой группы наибольшее применение находят стали 9ХС и ХВГ. У стали 9ХС наблюдается равномерное распределение карбидов по сечению. Это позволяет использовать ее для изготовления инструментов относительно больших размеров, а также для резьбонарезных инструментов, особенно круглых плашек с мелким шагом резьбы. Вместе с тем сталь 9ХС имеет повышенную твердость в отожженном состоянии, высокую чувствительность к обезуглероживанию при нагреве.
Содержащие марганец стали ХВГ, ХВСГ мало деформируются при термической обработке. Это позволяет рекомендовать сталь для изготовления инструмента типа протяжек, длинных метчиков, к которым предъявляются жесткие требования относительно стабильности размеров при термической обработке. Сталь ХВГ имеет повышенную карбидную неоднородность, особенно при сечениях, больших 30...40 мм, что усиливает выкрашивание режущих кромок и не позволяет рекомендовать ее для инструментов, работающих в тяжелых условиях. В настоящее время для изготовления металлорежущих инструментов применяются, быстрорежущие стали. В зависимости от назначения их можно разделить на две группы:
1) стали нормальной производительности;
2) стали повышенной производительности.
К сталям первой группы относятся Р18, Р12, Р9, Р6МЗ, Р6М5, к сталям второй группы – Р6М5ФЗ, Р12ФЗ, Р18Ф2К5, Р10Ф5К5, Р9К5, Р9К10, Р9МЧК8, Р6М5К5 и др.
В обозначении марок буква Р указывает, что сталь относится к группе быстрорежущих. Цифра, следующая за ней, показывает среднее содержание вольфрама в процентах. Среднее содержание ванадия в стали в процентах обозначается цифрой, проставляемой за буквой Ф, кобальта -цифрой, следующей за буквой К.
Высокие режущие свойства быстрорежущей стали обеспечиваются за счет легирования сильными карбидообразующими элементами: вольфрамом, молибденом, ванадием и некарбидообразующим кобальтом. Содержание хрома во всех быстрорежущих сталях составляет 3,0-4,5 % и в обозначении марок не указывается. Практически во всех марках быстрорежущих сталей допускается серы и фосфора не более 0,3% и никеля не более 0,4%. Существенным недостатком этих сталей является значительная карбидная неоднородность, особенно в прутках большого сечения.
С увеличением карбидной неоднородности прочность стали, снижается, при работе выкрашиваются режущие кромки инструмента, и снижается его стойкость.
Карбидная неоднородность выражена сильнее в сталях с повышенным содержанием вольфрама, ванадия, кобальта. В сталях с молибденом карбидная неоднородность проявляется в меньшей степени.
Быстрорежущая сталь Р18, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость 63-66 HRС Э, красностойкость 600 °С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется.
Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой.
Ввиду высокого содержания вольфрама сталь Р18 целесообразно использовать только для изготовления инструментов высокой точности, когда стали других марок нецелесообразно применять из-за прижогов режущей части при шлифовании и заточке.
Сталь Р9 по красностойкости и режущим свойствам почти не уступает стали Р18. Недостатком стали Р9 является пониженная шлифуемость, вызываемая сравнительно высоким содержанием ванадия и присутствием в структуре очень твердых карбидов. Вместе с тем сталь Р9, по сравнению со сталью Р18, имеет более равномерное распределение карбидов, несколько большую прочность и пластичность, что облегчает ее деформируемость в горячем состоянии. Она пригодна для инструментов, получаемых различными методами пластической деформации. Из-за пониженной шлифуемости сталь Р9 применяют в ограниченных пределах.
Сталь Р12 равноценна, по режущим свойствам стали Р18. По сравнению со сталью Р18 сталь Р12 имеет меньшую карбидную неоднородность, повышенную пластичность и пригодна для инструментов, изготовляемых методом пластической деформации. По сравнению со сталью Р9 сталь Р12 лучше шлифуется, что объясняется более удачным сочетанием легирующих элементов.
Стали марок Р18М, Р9М отличаются от сталей Р18 и Р9 тем, что они в своем составе вместо вольфрама содержат до 0,6-1,0 %"молибдена (из расчета, что 1 % молибдена заменяет 2 % вольфрама). Эти стали имеют равномерно распределенные карбиды, но более склонны к обезуглероживанию. Поэтому закалку инструментов из сталей необходимо проводить в защитной атмосфере. Однако по основным свойствам стали Р18М и Р9М. не отличаются от сталей Р18 и Р9 и имеют ту же область применения.
Вольфрамомолибденовые стали типа Р6МЗ, Р6М5 являются новыми сталями, значительно повышающими как прочность, так и стойкость инструмента. Молибден обусловливает меньшую карбидную неоднородность, чем вольфрам. Поэтому замена 6...10 % вольфрама соответствующим количеством молибдена снижает карбидную неоднородность быстрорежущих сталей примерно на 2 балла и соответственно повышает пластичность. Недостаток молибденовых сталей заключается в том, что они имеют повышенную чувствительность к обезуглероживанию.
Вольфрамомолибденовые стали рекомендуется применять в промышленности наряду с вольфрамовыми для изготовления инструмента, работающего в тяжелых условиях, когда необходима повышенная износостойкость, пониженная карбидная неоднородность и высокая прочность.
Сталь Р18, особенно в крупных сечениях (диаметром более 50 мм), с большой карбидной неоднородностью целесообразно заменить на стали Р6МЗ, Р12. Сталь Р12 пригодна для протяжек, сверл, особенно в сечениях диаметром менее 60 -70 мм. Сталь Р6МЗ целесообразно использовать для инструментов, изготовляемых способом пластической деформации, для инструментов, работающих с динамическими нагрузками, и для инструментов больших сечений с малыми углами заострения на режущей части.
Среди быстрорежущих сталей нормальной производительности доминирующее положение заняла сталь Р6М5. Ее применяют для изготовления всех видов режущих инструментов. Инструменты из стали Р6М5 имеют стойкость, равную или до 20 % более высокую, чем стойкость инструментов из стали Р18.
Быстрорежущие стали повышенной производительности используются в основном при обработке жаропрочных сплавов, высокопрочных и нержавеющих сталей, других труднообрабатываемых материалов и конструкционных сталей с повышенными режимами резания. В настоящее время применяются кобальтовые и ванадиевые быстрорежущие стали.
По сравнению со сталями нормальной производительности ысокованадиевыев стали повышенной производительности обладают в основном более высокой износостойкостью, а стали, содержащие кобальт, более высокой красностойкостью и теплопроводностью. Вместе с тем быстрорежущие стали повышенной производительности, содержащие кобальт, имеют повышенную чувствительность к обезуглероживанию. Быстрорежущие стали повышенной производительности шлифуются хуже стали Р18 и требуют более точного соблюдения температур нагрева при термической обработке. Ухудшение шлифуемости выражается в повышении износа абразивных кругов и увеличении толщины поверхностного слоя стали, повреждаемого при излишне жестком режиме шлифования.
Быстрорежущие стали повышенной производительности из-за технологичских, недостатков не являются сталями универсального назначения. Они имеют относительно узкие границы применения, более пригодны для инструментов, подвергаемых незначительному профильному шлифованию.
Основной маркой быстрорежущей стали повышенной производительностиявляется сталь Р6М5К5. Она применяется для изготовления различных инструментов, предназначенных для обработки конструкционных сталей на повышенных режимах резания, а также нержавеющих сталей и жаропрочных сплавов.
Перспективным способом получения быстрорежущих сталей является метод порошковой металлургии. Главной отличительной особенностью порошковых сталей является равномерное распределение карбидов по сечению, которое не превышает первого балла шкалы карбидной неоднородности ГОСТ 19265–73. В определенных условиях, как показывают эксперименты, стон-кость режущих инструментов из порошковых сталей в 1,2...2,0 раза выше стойкости инструментов, изготовленных из сталей обычного производства. Наиболее рационально порошковые стали использовать при обработке труднообрабатываемых сложнолегированных материалов и материалов, имеющих повышенную твердость (НRС э ≥32), а также для изготовления крупногабаритных инструментов диаметром более 80 мм.
Проводятся работы по созданию и уточнению области целесообразного применения быстрорежущих сплавов дисперсионного твердения типа Р18М7К25, Р18МЗК25, Р10М5К25, которые представляют собой железоко-бальтовые вольфрамовые сплавы. В зависимости от марки они содержат:W–10...19%, Со–20...26%, Мо–3...7%, V–0,45...0,55%, Тi–0,15...0,3%, С–до 0,06%, Мn–не более 0,23%, Si–не более 0,28%, остальное железо. В отличие от быстрорежущих сталей, рассматриваемые сплавы упрочняются вследствие выделения при отпуске интерметаллидов, имеют более высокую красностойкость (700-720 °С) и твердость (68-69 НRС Э). Высокая теплостойкость у них сочетается с удовлетворительной прочностью, что обусловливает повышенные режущие свойства этих сплавов. Эти сплавы дорогостоящие, и применение их целесообразно лишь при резании труднообрабатываемых материалов.
ТВЕРДЫЕ СПЛАВЫ
В настоящее время для производства режущих инструментов широко используются твердые сплавы. Они состоят из карбидов вольфрама, титана, тантала, сцементированных небольшим количеством кобальта. Карбиды вольфрама, титана и тантала обладают высокой твердостью, износостойкостью. Инструменты, оснащенные твердым сплавом, хорошо сопротивляются истиранию сходящей стружкой и материалом заготовки и не теряют своих режущих свойств при температуре нагрева до 750-1100 °С.
Установлено что твердосплавным инструментом, имеющим в своем составе килограмм вольфрама, можно обработать в 5 раз больше материала, чем инструментом из быстрорежущей стали с тем же содержанием вольфрама.
Недостатком твердых сплавов, по сравнению с быстрорежущей сталью, является их повышенная хрупкость, которая возрастает с уменьшением содержания кобальта в сплаве. Скорости резания инструментами, оснащенными твердыми сплавами, в 3-4 раза превосходят скорости резания инструментами из быстрорежущей стали. Твердосплавные инструменты пригодны для обработки закаленных сталей и таких неметаллических материалов, как стекло, фарфор и т. п.
Производство металлокерамических твердых сплавов относится к области порошковой металлургии. Порошки карбидов смешивают с порошком кобальта. Из этой смеси прессуют изделия требуемой формы и затем подвергают спеканию при температуре, близкой к температуре плавления кобальта. Так изготовляют пластинки твердого сплава различных размеров и форм, которыми оснащаются резцы, фрезы, сверла, зенкеры, развертки и др.
Пластинки твердого сплава крепят к державке или корпусу напайкой или механически при помощи винтов и прижимов. Нарядс этим в машиностроительной промышленности применяют мелкоразмерные, монолитные твердосплавные инструменты, состоящие из твердых сплавов. Их изготовляют из пластифицированных заготовок. В качестве пластификатора в порошок твердого сплава вводят парафин до 7-9 %. Из пластифицированных сплавов прессуют простые по форме заготовки, которые легко обрабатываются обычным режущим инструментом. После механической обработки заготовки спекают, а затем шлифуют и затачивают.
Из пластифицированного сплава заготовки монолитных инструментов могут быть получены путем мундштучного прессования. В этом случае спрессованные твердосплавные брикеты помещают в специальный контейнер с твердосплавным профилированным мундштуком. При продавливании через отверстие мундштука изделие принимает требуемую форму и подвергается спеканию. По такой технологии изготовляют мелкие сверла, зенкеры, развертки и т. п.
Монолитный твердосплавный инструмент может также изготовляться из окончательно спеченных твердосплавных цилиндрических заготовок с последующим вышлифовыванием профиля алмазными кругами.
В зависимости от химического состава металлокерамические твердые сплавы, применяемые для производства режущего инструмента, разделяются на три основные группы.
Сплавы первой группы изготовляют на основе карбидов вольфрама и кобальта. Они носят название вольфрамокобальтовых. Это сплавы группы ВК.
Ко второй группе относятся сплавы, получаемые на основе карбидов вольфрама и титана и связующего металла кобальта. Это двухкарбидные титано-вольфрамокобальтовые сплавы группы ТК.
Третья группа сплавов состоит из карбидов вольфрама, титана, тантала и кобальта. Это трехкарбидные титано-танталовольфрамокобальтовые сплавы группы ТТК.
К однокарбидным сплавам группы ВК относятся сплавы: ВКЗ, ВК4, ВК6, ВК8, ВК10, ВК15. Эти сплавы состоят из зерен карбида вольфрама, сцементированных кобальтом. В марке сплавов цифра показывает процентное содержание кобальта. Например, сплав ВК8 содержит в своем составе 92 % карбида вольфрама и 8 % кобальта.
Рассматриваемые сплавы применяются для обработки чугуна, цветных металлов и неметаллических материалов. При выборе марки твердого сплава учитывают содержание кобальта, которое предопределяет его прочность. Из сплавов группы ВК сплавы ВК15, ВК10, ВК8 являются наиболее вязкими и прочными, хорошо противостоят ударам и вибрациям, а сплавы ВК2, ВКЗ обладают наиболее высокой износостойкостью и твердостью при малой вязкости, слабо сопротивляются ударам и вибрациям. Сплав ВК8 применяется для черновой обработки при неравномерном сечении среза и прерывистом резании, а сплав ВК2 - для чистовой отделочной обработки при непрерывном, резании с равномерным сечением среза. Для получистовых работ и черновой обработки с относительно равномерным сечением срезаемого слоя применяются сплавы ВК4, ВК6. Сплавы ВК10 и ВК15 находят применение при обработке резанием специальных труднообрабатываемых сталей.
Режущие свойства и качество твердосплавного инструмента определяются не только химическим составом сплава, но и его структурой, т. е. величиной зерна. С увеличением размера зерен карбида вольфрама прочность сплава возрастает, а износостойкость уменьшается, и наоборот.
В зависимости от размеров зерен карбидной фазы сплавы могут быть мелкозернистые, у которых не менее 50 % зерен карбидных фаз имеют размер порядка 1 мкм,среднезернистые - с величиной зерна 1-2 мкм и крупнозернистые, у которых размер зерен колеблется от 2 до 5 мкм.
Для обозначения мелкозернистой структуры в конце марки сплава ставится буква М, а для крупнозернистой структуры - буква К. Буквы ОМ указывают на особо мелкозернистую структуру сплава. Буква В после цифры указывает на то, что изделия из твердого сплава спекаются в атмосфере водорода. Твердосплавные изделия одного и того же химического состава могут иметь различную структуру.
Получены особо мелкозернистые сплавы ВК6ОМ, В10ОМ, ВК150М. Сплав ВК6ОМ дает хорошие результаты при тонкой обработке жаропрочных и нержавеющих сталей, чугунов высокой твердости, алюминиевых сплавов. Сплав ВК10ОМ предназначен червовой и получерновой, а сплав ВК15ОМ - для особо тяжелых случаев обработки нержавеющих сталей, а также сплавов вольфрама, молибдена, титана и никеля.
Мелкозернистые сплавы, такие, как сплав ВК6М, используют для чистовой обработки при тонких сечениях среза стальных, чугунных, пластмассовых и других деталей. Из пластифицированных заготовок мелкозернистых сплавов ВК6М, ВК10М, ВК15М получают цельные инструменты. Крупнозернистые сплавы ВК4В, ВК8В, более прочные, чем обычные сплавы, применяют при резании с ударами для черновой обработки жаропрочных и нержавеющих сталей с большими сечениями среза.
При обработке сталей инструментами, оснащенными вольфрамокобальтовыми сплавами, в особенности при повышенных скоростях резания, происходит быстрое образование лунки на передней поверхности, приводящее к выкрашиванию режущей кромки сравнительно быстрому износу инструмента. Для обработки стальных заготовок применяют более износостойкие твердые сплавы группы ТК.
Сплавы группы ТК (ТЗОК4, Т15К6, Т14К8, Т5К10, Т5К12) состоят из зерен твердого раствора карбида вольфрама в карбиде титана и избыточных зерен карбида вольфрама, сцементированных кобальтом. В марке сплава цифра после буквы К показывает процентное содержание кобальта, а после буквы Т – процентное содержание карбидов титана. Буква В в конце марки обозначает, что сплав имеет крупнозернистую структуру.
Сплавы группы ТТК состоят из зерен твердого раствора карбида титана, карбида тантала, карбида вольфрама и избыточных зерен карбида вольфрама, сцементированных кобальтом. К сплавам группы ТТК относятся ТТ7К12, ТТ8К6, ТТ10К8Б, ТТ20К9. Сплав ТТ7К12 содержит 12% кобальта, 3% карбида тантала, 4% карбида титана и 81% карбида вольфрама. Введение в состав сплава карбидов тантала значительно повышает его прочность, но снижает красностойкость. Сплав ТТ7К12 рекомендуется для тяжелых условий при обточке по корке и работе с ударами, а также для обработки специальных легированных сталей.
Сплав ТТ8К6 применяют для чистовой и получистовой обработки чугуна, для непрерывной обработки с малыми сечениями среза стального литья, высокопрочных нержавеющих сталей, сплавов цветных металлов, некоторых марок титановых сплавов.
Все марки твердых сплавов разбиты по международной классификации (ИСО) на группы: К, М и Р. Сплавы группы К предназначены для обработки чугуна и цветных металлов, дающих стружку надлома. Сплавы группы М – для труднообрабатываемых материалов, сплавы группы Р – для обработки сталей.
С целью экономии дефицитного вольфрама разрабатываются безвольфрамовые металлокерамические твердые сплавы на основе карбидов, а также карбидонитридов переходных металлов, в первую очередь титана, ванадия, ниобия, тантала. Эти сплавы изготовляют на никелемолибденовой связке. Полученные твердые сплавы на основе карбидов по своим характеристикам примерно равноценны стандартным сплавам группы ТК. В настоящее время промышленностью освоены безвольфрамовые сплавы ТН-20, ТМ-3, КНТ-16 и др. Эти сплавы обладают высокой окалиностойкостью, низким коэффициентом трения, меньшим по сравнению с вольфрамсодержащими сплавами удельным весом, но имеют, как правило, более низкую прочность, склонность к разрушению при повышенных температурах. Изучение физико-механических и эксплуатационных свойств безвольфрамовых твердых сплавов показало, что они успешно могут быть использованы для чистовой и получистовой обработки конструкционных сталей и цветных сплавов, но значительно уступают сплавам группы ВК при обработке титановых и нержавеющих сталей.
Одним из путей повышения эксплуатационных характеристик твердых сплавов является нанесение на режущую часть инструмента тонких износостойких покрытий на основе нитрида титана, карбида титана, нитрида молибдена, окиси алюминия. Толщина наносимого слоя покрытия колеблется от 0,005 до 0,2 мм. Опыты показывают, что тонкие износостойкие покрытия приводят к значительному росту стойкости инструмента,
МИНЕРАЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Минералокерамические материалы для изготовления режущих инструментов стали применять с 50-х годов. В СССР был создан минералокерамический материал марки ЦМ-332, состоящий в основном из оксида алюминия А1 2 О 3 с небольшой добавкой (0,5–1,0%) оксида магния МgО. Оксид магния препятствует росту кристаллов во время спекания и является хорошим связующим средством.
Минералокерамические материалы изготовляются в форме пластинок и присоединяются к корпусам инструментов механическим путем, приклеиванием или припаиванием.
Минералокерамика ЦМ-332 обладает высокой твердостью, ее красностойкость достигает 1200°С. Однако она отличается низкой прочностью при изгибе (350-400 МН/м 2) и большой хрупкостью, что приводит к частым выкрашиваниям и поломкам пластинок при работе.
Существенным недостатком минералокерамики является ее крайне низкое сопротивление циклическому изменению температуры. Вследствие этого даже при небольшом числе перерывов в работе на контактных поверхностях инструмента появляются микротрещины, которые приводят к его разрушению даже при небольших усилиях резания. Это обстоятельство ограничивает практическое применение минералокерамического инструмента.
Минералокерамика успешно может применяться для чистового обтачивания чугуна, сталей, неметаллических материалов и цветных металлов с большими скоростями и ограниченным числом перерывов в работе.
Минералокерамику марки ВШ наиболее эффективно применять для чистового точения углеродистых и малолегированных сталей, а также чугунов с твердостью НВ≤260. При прерывистом точении керамика марки ВШ дает неудовлетворительные результаты. В этом случае целесообразно использовать керамику марки ВЗ.
Минералокерамику марок ВОК-60, ВОК-63 используются при фрезеровании закаленной стали и высокопрочных чугунов.
Новым инструментальным материалом, созданным на основе нитрида кремния, является силинит-Р. Он используется при чистовом точении сталей, чугуна, алюминиевых сплавов.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
Большое место в современном производстве деталей машин занимают процессы шлифования, при которых используются различные абразивные инструменты. Режущими элементами этих инструментов служат твердые и теплоустойчивые зерна абразивного материала с острыми кромками.
Абразивные материалы подразделяются на естественные и искусственные. К естественным абразивным материалам относятся такие минералы, как кварц, наждак, корунд и др. Естественные абразивные материалы отличаются большой неоднородностью, наличием посторонних примесей. Поэтому по качеству абразивных свойств они не удовлетворяют растущим потребностям промышленности.
В настоящее время обработка искусственными абразивными материалами занимает ведущее место в машиностроении.
Наиболее распространенными искусственными абразивными материалами являются электрокорунды, карбиды кремния и бора.
К искусственным абразивным материалам относятся также полировально-доводочные порошки – оксиды хрома и железа.
Особую группу искусственных абразивных материалов составляют синтетические алмазы и кубический нитрид бора.
Электрокорунд получают электрической плавкой материалов, богатых оксидом алюминия, например, из боксита или глинозема в смеси с восстановителем (антрацитом или коксом).
Электрокорунд выпускается следующих разновидностей: нормальный, белый, хромистый, титанистый, циркониевый, монокорунд и сферокорунд. Электрокорунд нормальный содержит 92-95 % оксида алюминия и подразделяется на несколько марок: 12А, 13А, 14А, 15А, 16А. Зерна электрокорунда нормального наряду с высокой твердостью и.механической прочностью имеют значительную вязкость, необходимую при выполнении работ с переменными нагрузками при больших давлениях. Поэтому электрокорунд нормальный применяют для обработки различных материалов повышенной прочности: углеродистой и легированной сталей, ковкого и высокопрочного чугуна, никелевых и алюминиевых сплавов.
Электрокорунд белый марок 22А, 23А, 24А, 25А отличается высоким содержанием оксида алюминия (98-99%). По сравнению с электрокорундом нормальным он является более твердым, имеет повышенную абразивную способность и хрупкость. Электрокорунд белый может быть использован для обработки тех же материалов, что и электрокорунд нормальный. Однако из-за более высокой стоимости его применяют на более ответственных работах для операций окончательного и профильного шлифования, резьбошлифования, заточки режущего инструмента.
Электрокорунд хромистый марок 32А, ЗЗА, 34А наряду с оксидом алюминия А1 2 О 3 содержит до 2% оксида хрома Сr 2 О 3 . Добавка оксида хрома меняет его микроструктуру и строение. По прочности электрокорунд хромистый приближается к электрокорунду нормальному, а по режущим свойствам - к электрокорунду белому. Рекомендуется применять электрокорунд хромистый для круглого шлифования изделий из конструкционных и углеродистых сталей при интенсивных режимах, где он обеспечивает повышение производительности на 20-30 % по сравнению с электрокорундом белым.
Электрокорунд титанистый марки37А наряду с оксидом алюминия содержит оксид титана ТiO 2 . Он отличается от электрокорунда нормального большим постоянством свойств и повышенной вязкостью. Это позволяет использовать его в условиях тяжелых и неравномерных нагрузок. Электрокорунд титанистый применяется на операциях предварительного шлифования с увеличенным съемом металла.
Электрокорунд циркониевый марки ЗЗА наряду с оксидом алюминия содержит оксид циркония. Он имеет высокую прочность и применяется в основном для обдирочных работ с большими удельными давлениями резания.
Монокорунд марок 43А, 44А, 45А получается в виде зерна, имеющего повышенную прочность, острые кромки и вершины с более выраженным свойством самозатачивания по сравнению с электрокорундом. Это обеспечивает ему повышенные режущие свойства. Монокорунд предпочтителен для шлифования труднообрабатываемых сталей и сплавов, для прецизионного шлифования сложных профилей и для сухого шлифования режущего инструмента,
Сферокорунд содержит более 99 % А1 2 0 3 и получается в виде полых сфер. В процессе шлифования сферы разрушаются с образованием острых кромок. Сферокорунд целесообразно применять при обработке таких материалов, как резина, пластмассы, цветные металлы.
Карбид кремния получается в результате взаимодействия кремнезема и углерода в электрических печах, а затем дробления на зерна. Он состоит из карбида кремния и незначительного количества примесей. Карбид кремния, обладает большой твердостью, превосходящей твердость электрокорунда, высокой механической прочностью и режущей способностью.
Карбид кремния черный марок 53С, 54С, 55С применяют для обработки твердых, хрупких и очень вязких материалов; твердых сплавов, чугуна, стекла, цветных металлов, пластмасс. Карбид кремния зеленый марок 63С, 64С используют для заточки твердосплавного инструмента, шлифования керамики.
Карбид бора В 4 С обладает высокой твердостью, высокой износоустойчивостью и абразивной способностью. Вместе с тем карбид бора очень хрупок, что и определяет его применение в промышленности в виде порошков и паст для доводки твердосплавных режущих инструментов.
Абразивные материалы характеризуются такими основными свойствами, как форма абразивных зерен, зернистость, твердость, механическая прочность, абразивная способность зерен.
Твердость абразивных материалов характеризуется сопротивлением зерен поверхностному измельчению, местному воздействию приложенных сил. Она должна быть выше твердости обрабатываемого материала. Твердость абразивных материалов определяют методом царапания острия одного тела по поверхности другого или методом вдавливания алмазной пирамиды под малой нагрузкой в абразивное зерно.
Механическая прочность характеризуется дробимостью зерен под влиянием внешних усилий.
Оценку прочности производят раздавливанием навески абразивных зерен в стальной форме под прессом с помощью определенной статической нагрузки.
При обдирочных режимах с большим съемом металла требуются прочные абразивы, а при чистовом шлифовании и обработке труднообрабатываемых материалов предпочтительны абразивы с большей хрупкостью и способностью к самозатачиванию.
АЛМАЗЫ И ДРУГИЕ СВЕРХТВЕРДЫЕ МАТЕРИАЛЫ
Алмаз как инструментальный материал получил в последние годы широкое применение в машиностроении.
В настоящее время выпускается большое количество разнообразного инструмента с использованием алмазов: шлифовальные круги, инструменты для правки шлифовальных кругов из электрокорунда и карбида кремния, пасты и порошки для доводочных и притирочных операций. Значительные по размерам кристаллы алмазов применяют для изготовления алмазных резцов, фрез, сверл и других режущих инструментов. Область применения алмазного инструмента с каждым годом вес более расширяется.
Алмаз представляет собой одну из модификаций углерода кристаллического строения. Алмаз – самый твердый из всех известных в природе минералов. Высокая твердость алмаза объясняется своеобразием его кристаллического строения, прочностью связей атомов углерода в кристаллической решетке, расположенных на равных и очень малых расстояниях друг от друга.
Коэффициент теплопроводности алмаза в два и более раза выше, чем у сплава ВК8, поэтому тепло от зоны резания отводится сравнительно быстро.
Возросшие потребности в алмазном инструменте не могут быть полностью удовлетворены за счет природных алмазов. В настоящее время освоено промышленное производство синтетических алмазов из графита при больших давлениях и высоких температурах.
Синтетические алмазы могут быть различных марок, которые отличаются между собой прочностью, хрупкостью, удельной поверхностью и формой зерен. В порядке возрастания прочности, снижения хрупкости и удельной поверхности марки шлифовальных порошков из синтетических алмазов располагаются так: АС2, АС4, АС6, АС15, АС32.
Микропорошки из природных алмазов имеют марки АМ и АН, а из синтетических АСМ и АСН.
Микропорошки марок АМ и АСМ нормальной абразивной способности предназначены для изготовления абразивного инструмента, которым обрабатывают твердые сплавы и другие твердые и хрупкие материалы, а также детали из стали, чугуна, цветных металлов при необходимости получения высокой чистоты поверхности.
Микропорошки марок АН и АСН, имеющие повышенную абразивную способность, рекомендуются для обработки сверхтвердых, хрупких, труднообрабатываемых материалов.
С целью повышения эффективности работы алмазного абразивного инструмента применяют алмазные зерна, покрытые тонкой металлической пленкой. В качестве покрытий используют металлы с хорошими адгезионными и капиллярными свойствами по отношению к алмазу – медь, никель, серебро, титан и их сплавы.
Эльбор имеет твердость, близкую к твердости алмаза, такую же прочность и большую теплостойкость и не теряет режущих свойств при нагреве до 1500-1600 °С.
Абразивные порошки эльбора выпускаются двух марок: ЛО и ЛП. Зерна ЛО имеют более развитую поверхность и меньшую прочность, чем зерна ЛП. Подобно зернам синтетических алмазов, абразивные порошки эльбора имеют три группы зернистости: шлифзерно (Л25-Л16), шлифпорошки (Л12-Л4) и микропорошки (ЛМ40- ЛМ1).
К числу новых видов инструментальных материалов относятся сверхтвердые поликристаллы на основе алмаза и кубического нитрида бора. Диаметр заготовок из сверхтвердых поликристаллов находится в пределах 4-8мм, а высота – 3-4мм. Такие размеры заготовок, а также совокупность физических, механических свойств позволяют с успехом использовать рассматриваемые материалы в качестве материала для изготовления режущей части таких инструментов, как резцы, торцевые фрезы и др.
Сверхтвердые поликристаллы на основе алмаза особенно эффективны при резании таких материалов, как стеклопластики, цветные металлы и их сплавы, титановые сплавы.
Значительное распространение рассматриваемых композитов объясняется рядом присущих им уникальных свойств – твердостью, приближающейся к твердости алмаза, высокой теплопроводностью, химической инертностью к железу. Однако они обладают повышенной хрупкостью, что делает невозможным их применение в условиях ударных нагрузок. Более устойчивы к удару инструменты из композитов 09 и 10. Они оказываются эффективными при обработке с тяжелыми режимами и ударными нагрузками закаленных сталей и чугунов. Применение сверхтвердых синтетических материалов оказывает существенное влияние на технологию машиностроения, открывая перспективу замены во многих случаях шлифования точением и фрезерованием.
Перспективным видом инструментального материала являются двухслойные пластины круглой, квадратной, трехгранной или шестигранной форм. Верхний слой пластин состоит из поликристаллического алмаза, а нижний из твердого сплава либо металлической подложки. Поэтому пластины можно применять для инструментов с механическим креплением в державке.
Сплав силинит-Р на основе нитрида кремния с добавками окиси алюминия и титана занимает промежуточное положение между твердыми сплавами на карбидной основе и сверхтвердыми материалами на основе алмаза и нитрида бора. Как показали исследования, он может применяться при чистовом точении сталей, чугуна, сплавов алюминия и титана. Преимущество этого сплава заключается и в том, что нитрид кремния никогда не станет дефицитным.
СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ ИНСТРУМЕНТОВ
У сборного инструмента корпуса и элементы крепления изготовляются из конструкционных сталей марок: 45, 50, 60, 40Х, 45Х, У7, У8, 9ХС и др. Наибольшее распространение получила сталь 45, из которой изготовляют державки резцов, хвостовики сверл, зенкеров, разверток, метчиков, корпуса сборных фрез, расточные оправки. Для изготовления корпусов инструментов, работающих в тяжелых условиях, применяют сталь 40Х. Она после закалки в масле и отпуска обеспечивает сохранение точности пазов, в которые вставляются ножи.
В том случае, когда отдельные части корпуса инструмента работают на износ, выбор марки стали определяется соображениями получения высокой твердости вместах трения. К таким инструментам относятся, например, твердосплавные сверла, зенкеры, у которых направляющие ленточки в процессе работы соприкасаются с поверхностью обработанного отверстия и быстро изнашиваются. Для корпуса подобных инструментов применяют углеродистую инструментальную сталь, а также легированную инструментальную сталь 9ХС. Корпуса алмазных кругов могут изготовляться из алюминиевых сплавов, а также алюмобакелитового пресс-порошка и керамики.
Рациональная область применения конкретного инструментального материала определяется совокупностью его эксплуатационных и технологических свойств (зависящих в свою очередь от физико- механических и химических свойств), а также экономическими факторами.
Инструментальные материалы работают в тяжёлых условиях – при высоких нагрузках и температурах. Поэтому все свойства инструментальных материалов можно подразделить на механические и тепловые.
К важнейшим эксплуатационным свойствам инструментальных материалов относятся: твердость, прочность, износостойкость, теплостойкость, теплопроводность.
Твердость Н и контактных поверхностей инструмента должна быть выше твердости Н м обрабатываемого материала. Это одно из основных требований, предъявляемых к материалу инструмента. Но с повышением твердости инструментального материала, как правило, уменьшается его сопротивляемость хрупкому разрушению. Поэтому для каждой пары обрабатываемого и инструментального материалов существует оптимальное значение отношения Н и /Н м, при котором интенсивность износа инструментального материала будет минимальной.
С точки зрения прочности инструмента важно, чтобы инструментальный материал сочетал высокую твердость при повышенных температурах зоны резания с хорошей сопротивляемостью на сжатие и изгиб, а также обладал высокими значениями предела выносливости и ударной вязкости.
Износостойкость измеряется отношением работы, затраченной на удаление определенной массы материала, к величине этой массы. Износ, наблюдаемый в резании как общая потеря массы инструментального материала, вызывается различными механизмами: адгезионно-усталостным, абразивным, химико-абразивным, диффузионным и т.д. Износостойкость инструментального материала при адгезионном износе зависит от микропрочности поверхностных слоев и интенсивности адгезии с обрабатываемым материалом. При хрупком адгезионном износе износостойкость инструментального материала коррелируется с его пределом выносливости и прочностью, при пластическом - с пределом текучести и твердостью. В качестве меры износостойкости инструментального материала при абразивном износе приближенно принимается его твердость. Диффузионный износ режущего инструмента имеет место вследствие взаимного растворения компонентов режущего и обрабатываемого материалов с последующим разрушением поверхностных слоев режущего материала, разупрочненных вследствие диффузионных процессов. Характеристикой сопротивления диффузионному износу является степень инертности инструментальных материалов по отношению к обрабатываемым.
Твердость контактных поверхностей инструмента в холодном состоянии, т.е. измеренная при комнатной температуре, не достаточно полно характеризует его режущую способность. Для характеристики режущих свойств инструментальных материалов при повышенных температурах пользуются такими понятиями как «горячая» твердость, красностойкость и теплостойкость.
Под красностойкостью понимается температура, вызывающая снижение твердости инструментального материала не ниже заданного значения. Согласно ГОСТ 19265-73 красностойкость быстрорежущей стали нормальной производительности должна быть равна 620°С, а стали повышенной производительности - 640°С. Красностойкость определяется измерением твердости образцов при комнатной температуре после их нагрева до температур 620°-640°С с выдержкой в течении 4-х часов и последующего охлаждения. За контрольную норму разупрочнения стали после указанного нагрева принята твердость HRC 58.
Под теплостойкостью инструментального материала понимают способность материала сохранять при нагреве твердость, достаточную для процесса резания. Теплостойкость характеризуется так называемой критической температурой. Критическая температура - это температура, устанавливаемая в процессе резания, при которой инструментальный материал еще не теряет своих режущих свойств, и инструмент, из которого он изготовлен, способен резать.
Зависимость работоспособности инструмента от температурных условий его работы выражается и такой характеристикой инструментального материала, как сопротивление тепловому удару. Эта характеристика определяет максимальный перепад температур, при котором материал сохраняет свою целостность, и отражает возможность хрупкого разрушения инструмента в результате действий термических напряжений. Знание сопротивления тепловому удару особенно важно при использовании относительно хрупких инструментальных материалов в условиях прерывистого резания. Величина термических напряжений зависит от теплопроводности, коэффициента линейного расширения, модуля упругости, коэффициента Пуассона и других свойств инструментального материала.
Теплопроводность - одно из важнейших физических свойств инструментальных материалов. Чем ниже теплопроводность, тем выше температура контактных поверхностей инструмента и, следовательно, ниже допускаемые скорости резания.
Среди технологических свойств инструментальных материалов наиболее важное значение имеет их обрабатываемость в горячем (ковка, литье, штамповка, сварка и пр.) и холодном (обработка резанием, шлифовка) состояниях. Для инструментальных материалов, подвергаемых термообработке, не меньшую значимость имеют и условия их термической обработки: интервал закалочных температур, количество остаточного аустенита, способность остаточного аустенита, к превращению, деформации при термической обработке, чувствительность к перегреву и обезуглероживанию и др. Обрабатываемость инструментальных материалов резанием зависит от многих факторов, основными из которых являются: химический состав, твердость, механические свойства (прочность, вязкость, пластичность), микроструктура и размер зерна, теплопроводность. Обрабатываемость следует рассматривать не с точки зрения возможности использования высоких скоростей резания при изготовлении инструмента, но также и в отношении качества получаемых поверхностей. Инструментальный материал, при обработке которого получаются задиры, высокая шероховатость, прижоги и другие дефекты, трудно использовать для изготовления режущего инструмента.
Стоимость инструментального материала, относится к экономическим факторам. Инструментальный материал должен быть по возможности дешевым. Но это требование является условным, поскольку более дорогой материал может обеспечить более дешевую обработку. К тому же соотношение между стоимостью отдельных материалов непрерывно меняется. Важно, чтобы инструментальный материал не являлся бы дефицитным.
Идеального инструментального материала, одинаково пригодного для всего многообразия условий механической обработки, создать невозможно. Поэтому в промышленности применяется большая номенклатура инструментальных материалов, объединенных в следующие основные группы: углеродистые и легированные стали; быстрорежущие стали; твердые сплавы; режущая керамика; сверхтвердые материалы; инструмент с покрытиями.
Основные требования к инструментальным материалам следующие:
1. Инструментальный материал должен иметь высокую твердость в состоянии поставки или достигаемую в результате его термической обработки – не менее 63…66 HRC по Роквеллу.
2. Необходимо, чтобы при значительных температурах резания твердость поверхностей инструментов существенно не уменьшалась. Способность материала сохранять высокую твердость при повышенных температурах и исходную твердость после охлаждения называется теплостойкостью. Инструментальный материал должен обладать высокой теплостойкостью.
3. Наряду с теплостойкостью, инструментальный материал должен иметь высокую износостойкость при повышенной температуре, т.е. обладать хорошей сопротивляемостью истиранию обрабатываемым материалом.
4. Важным требованием является достаточно высокая прочность инструментального материала. Если высокая твердость материала рабочей части инструмента сопровождается значительной хрупкостью, это приводит к поломке инструмента и выкрашиванию режущих кромок.
5. Инструментальный материал должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов. Для инструментальных сталей – это хорошая обрабатываемость резанием и давлением; благоприятные особенности термической обработки; хорошая шлифуемость после термической обработки. Для твердых сплавов особое значение приобретает хорошая шлифуемость, а также отсутствие трещин и других дефектов, возникающих в твердом сплаве после припайки пластин, при шлифовании и заточке инструмента.
ВИДЫ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ.
Ранее всех материалов начали применять углеродистые инструментальные стали марок У7, У7А … У13, У 13А. Кроме железа они содержат 0,2…0,4 % марганца, обладают достаточной твердостью при комнатной температуре, но их теплостойкость невелика, так как при сравнительно невысоких температурах (200…250°С) их твердость резко уменьшается.
Легированные инструментальные стали по своему химическому составу отличаются от углеродистых повышенным содержанием кремния или марганца, или наличием одного или нескольких легирующих элементов: хрома (увеличивает твердость, прочность, коррозионную стойкость материала, понижает его пластичность); никеля (повышает прочность, пластичность, ударную вязкость, прокаливаемость материала); вольфрама (повышает твердость и теплостойкость материала); ванадия (повышает твердость и прочность материала, способствует образованию мелкозернистой структуры); кобальта (увеличивает ударную вязкость и жаропрочность материала); молибдена (повышает упругость, прочность, теплостойкость материала). Для режущих инструментов используются низколегированные стали марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС и др. Эти стали обладают более высокими технологическими свойствами – лучшей закаливаемостью и прокаливаемостью, меньшей склонностью к короблению, но теплостойкость их практически равна теплостойкости углеродистых сталей 350…400°С и поэтому они используются для изготовления ручных инструментов (разверток) или инструментов, предназначенных для обработки на станках с низкими скоростями резания (мелкие сверла, развертки).
Быстрорежущие инструментальные стали. Из группы высоколегированных сталей для изготовления режущих инструментов используются быстрорежущие стали с высоким содержанием вольфрама, молибдена, кобальта, ванадия. Современные быстрорежущие стали можно разделить на три группы.
К сталям нормальной теплостойкости относятся вольфрамовые Р18, Р12, Р9 и вольфрамомолибденовые Р6М5, Р6М3, Р8М3. Эти стали имеют твердость в закаленном состоянии 63…66HRC, предел прочности при изгибе 2900…3400Мпа, ударную вязкость 2,.7…4,8 Дж/м 2 и теплостойкость 600…650°С. Они используются при обработке конструкционных сталей, чугунов, цветных металлов, пластмасс. Иногда применяются быстрорежущие стали, дополнительно легированные азотом (Р6АМ5, Р18А и др.), которые являются модификациями обычных быстрорежущих сталей. Легирование азотом повышает режущие свойства инструмента на 20…30%, твердость – на 1 – 2 единицы HRC.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода – 10Р8М3, 10Р6М5; ванадия – Р12Ф3, Р2М3Ф8; Р9Ф5; кобальта – Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5Ф2К8 и др.
Твердость сталей в закаленном состоянии достигает 66…70HRC, они имеют более высокую теплостойкость (до 620…670°С). Это дает возможность использовать их для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и закаленных. Период стойкости инструментов из таких сталей в 3 – 5 раз выше, чем из сталей Р18, Р6М5.
Стали высокой теплостойкости характеризуются пониженным содержанием углерода, но весьма большим количеством легирующих элементов – В11М7К23, В14М7К25, 3В20К20Х4Ф. Они имеют твердость 69…70HRC, и теплостойкость 700…720°С. Наиболее рациональная область их использования – резание труднообрабатываемых материалов и титановых сплавов. В последнем случае период стойкости инструментов в 30 – 80 раз выше, чем из стали Р18, и в 8 – 15 раз выше, чем из твердого сплава ВК8. При резании конструкционных сталей и чугунов период стойкости возрастает менее значительно (в 3 – 8 раз).
Твердые сплавы. Эти сплавы получают методами порошковой металлургии в виде пластин или коронок. Основными компонентами таких сплавов являются карбиды вольфрама WC, титана TiC, тантала TaC и ниобия NbC, мельчайшие частицы которых соединены посредством сравнительно мягких и менее тугоплавких кобальта или никеля в смеси с молибденом.
Твердые сплавы имеют высокую твердость – 88…92 HRA (72…76 HRC) и теплостойкость до 850…1000°С. Это позволяет работать со скоростями резания в 3 – 4 раза большими, чем инструментами из быстрорежущих сталей.
Применяемые в настоящее время твердые сплавы делятся:
1) на вольфрамовые сплавы группы ВК: ВК3, ВК3-М, ВК4, ВК6, ВК6-М, ВК6-ОМ, ВК8 и др. В условном обозначении цифра показывает процентное содержание кобальта. Например, обозначение ВК8 показывает, что в нем 8% кобальта и 92% карбидов вольфрама. Буквами М и ОМ обозначается мелкозернистая и особо мелкозернистая структура;
2) на титановольфрамовые сплавы группы ТК: Т5К10, Т15К6, Т14К8, Т30К4, Т60К6 и др. В условном обозначении цифра, стоящая после буквы Т, показывает процентное содержание карбидов титана, после буквы К – кобальта, остальное – карбиды вольфрама;
3) на титанотанталовольфрамовые сплавы группы ТТК: ТТ7К12, ТТ8К6, ТТ20К9и др. В условном обозначении цифры, стоящие после буквы Т, показывают процентное содержание карбидов титана и тантала, после буквы К – кобальта, остальное – карбиды вольфрама;
4) на безвольфрамовые твердые сплавы ТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН. Обозначения условные.
Твердые сплавы выпускаются в виде стандартизованных пластин, которые припаиваются, приклеиваются или крепятся механически к державкам из конструкционной стали. Выпускаются также инструменты, рабочая часть которых целиком выполнена из твердого сплава (монолитные).
Сплавы группы ТК имеют более высокую теплостойкость, чем сплавы ВК. Они могут использоваться при высоких скоростях резания, поэтому их широко применяют при обработке сталей.
Инструменты из твердых сплавов группы ВК применяют при обработке деталей из конструкционных сталей в условиях низкой жесткости системы СПИД, при прерывистом резании, при работе с ударами, а также при обработке хрупких материалов типа чугуна, что обусловлено повышенной прочностью этой группы твердых сплавов и не высокими температурами в зоне резания. Их также используют при обработке деталей из высокопрочных, жаропрочных и нержавеющих сталей, титановых сплавов. Это объясняется тем, что наличие в большинстве этих материалов титана вызывает повышенную адгезию со сплавами группы ТК, также содержащими титан. Сплавы группы ТК имеют значительно худшую теплопроводность и более низкую прочность, чем сплавы ВК.
Введение в твердый сплав карбидов тантала или карбидов тантала и ниобия (ТТ10К8-Б) повышает его прочность. Однако температура теплостойкости этих сплавов ниже, чем у двух карбидных.
Особомелкозернистые твердые сплавы применяют для обработки материалов с большой истирающей способностью. Их применяют для чистовой и получистовой обработки деталей из высокопрочных вязких сталей с повышенной склонностью к наклепу.
Сплавы с низким содержанием кобальта (Т30К4, ВК3, ВК4) применяют на чистовых операциях, с большим содержанием кобальта (ВК8, Т14К8, Т5К10) используют на черновых операциях.
Минералокерамика. Ее основу составляют оксиды алюминия Al 2 О 3 с небольшой добавкой (0,5…1%) оксида магния MgO. Высокая твердость, теплостойкость до 1200°С, химическая инертность к металлам, сопротивление окислению во многом превосходят эти же параметры твердых сплавов, но уступает по теплопроводности и имеет более низкий предел прочности на изгиб.
Высокие режущие свойства минералокерамики проявляются при скоростной обработке сталей и высокопрочных чугунов, причем чистовое и получистовое точение и фрезерование повышает производительность обработки деталей до 2 раз при одновременном возрастании периодов стойкости инструментов до 5 раз по сравнению с обработкой инструментами из твердого сплава. Минералокерамика выпускается в виде неперетачиваемых пластин, что существенно облегчает условия ее эксплуатации.
Сверхтвердые инструментальные материалы (СТМ) – наиболее перспективные – это синтетические сверхтвердые материалы на основе алмаза или нитрида бора.
Для алмазов характерны высокая твердость и износостойкость. По абсолютной твердости алмаз в 4-5 раз тверже твердых сплавов и в десятки и в сотни раз превышает износостойкость других инструментальных материалов при обработке цветных сплавов и пластмасс. Вследствие высокой теплопроводности алмазы лучше отводят теплоту из зоны резания, однако, из-за их хрупкости область их применения сильно ограничена. Существенный недостаток алмаза – при повышенной температуре он вступает в химическую реакцию с железом и теряет работоспособность.
Поэтому были созданы новые сверхтвердые материалы, химически инертные к алмазу. Технология получения их близка к технологии получения алмазов, но в качестве исходного вещества использовался не графит, а нитрид бора.
НАЗНАЧЕНИЕ ГЕОМЕТРИИ ИНСТРУМЕНТА И ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ ПРИ ТОЧЕНИИ, СВЕРЛЕНИИ, ФРЕЗЕРОВАНИИ.
Выбор заднего угла a. Известно, что при обработке сталей больший оптимальный угол a соответствует меньшей толщине срезаемого слоя: sin a опт =0,13/а 0,3 .
Для практических целей при обработке сталей рекомендуются следующие значения задних углов: для черновых резцов при S>0,3мм/об - a=8°; для чистовых резцов при S<0,3 мм/об - a=12°; для торцовых и цилиндрических фрез - a=12…15°.
Значение задних углов при обработке чугунов несколько меньше, чем для обработки сталей.
Выбор переднего угла g. Передний угол должен быть тем больше, чем меньше твердость и прочность обрабатываемого материала и чем больше его пластичность. Для инструментов из быстрорежущей стали при обработке мягких сталей угол g=20…30°, сталей средней твердости - g=12…15°, чугуна - g=5…15° и алюминия - g=30…40°. У твердосплавного инструмента передний угол делается меньшим, а иногда даже отрицательным в силу того, что этот инструментальный материал менее прочный, чем быстрорежущая сталь. Однако уменьшение g приводит к росту сил резания. Для снижения сил резания в таком случае на передней поверхности как твердосплавного, так и быстрорежущего инструмента затачивают отрицательную фаску.
Выбор главного угла в плане j. При обработке нежестких деталей для уменьшения радиальной составляющей Р у главный угол в плане следует увеличивать до j=90°. В отдельных случаях угол j назначают из конструктивных соображений. Главный угол в плане влияет также на шероховатость обработанной поверхности, поэтому при чистовой обработке рекомендуется использовать меньшие значения j.
Выбор вспомогательного угла в плане j 1 . Для отдельных видов инструментов j 1 колеблется в пределах от 0 до 2…3°. Например, у сверл и метчиков j 1 =2…3¢, а у отрезного резца j 1 =1…3°.
Выбор угла наклона главной режущей кромки l. Рекомендуемые углы для чистовых и черновых резцов из быстрорежущей стали соответственно l=0…(-4)° и l=5…+10°, для твердосплавных резцов при работе их без ударов и с ударами соответственно l=5…+10° и l=5…+20°.
Назначение оптимальных режимов резания :
1. Прежде всего, выбирают инструментальный материал , конструкцию инструмента и геометрические параметры его режущей части. Материал режущей части выбирают в зависимости от свойств обрабатываемого материала, состояния поверхности заготовки, а также от условий осуществляемого резания. Геометрические параметры инструмента назначаются в зависимости от свойств обрабатываемого материала, жесткости технологической системы, вида обработки (черновой, чистовой или отделочной) и других условий резания.
2. Назначают глубину резания с учетом припуска на обработку. При черновой обработке желательно назначать глубину резания, обеспечивающую срезание припуска за один проход. Количество проходов свыше одного при черновой обработке следует допускать в исключительных случаях при снятии повышенных припусков. Получистовая обработка часто производится в два прохода. Первый, черновой, осуществляется с глубиной резания t=(0,6…0,75)h, а второй, окончательный с t=(0,3…0,25)h. Обработка в два прохода в этом случае вызвана тем, что при снятии слоя толщиной свыше 2мм за один проход качество обработанной поверхности низкое, а точность ее размеров недостаточна. При чистовой обработке в зависимости от точности и шероховатости обработанной поверхности глубину резания назначают в пределах 0,5…2,0мм на диаметр, а при обработке с шероховатостью менее Ra 1,25 – в пределах 0,1…0,4мм.
3. Выбирают подачу (при точении и сверлении – S 0 , мм/об; при фрезеровании S z , мм/зуб).При черновой обработке она устанавливается с учетом жесткости технологической станочной системы, прочности детали, способа ее крепления (в патроне, в центрах и т.д.), прочности и жесткости рабочей части режущего инструмента, прочности механизма подачи станка, а также установленной глубины резания. При чистовой обработке назначение подачи необходимо согласовывать с заданной шероховатостью обработанной поверхности и квалитетом точности, учитывая при этом возможный прогиб детали под действием сил резания и погрешности геометрической формы обработанной поверхности. После выбора нормативной подачи производят проверочные расчеты по формулам: Р х = , или  .
.
4. Определяют скорость резания. Скорость резания, допускаемая режущим инструментом при определенном периоде его стойкости, зависит от глубины резания и подачи, материала режущей части инструмента и его геометрических параметров, от обрабатываемого материала, вида обработки, охлаждения и других и других факторов.
При данных глубине резания, подаче и периоде стойкости можно рассчитать скорость резания: при точении: ![]() ; при сверлении:
; при сверлении: ![]() ; при фрезеровании:
; при фрезеровании: ![]() .
.
5. При черновой обработке проверяется выбранный режим резания по мощности станка. В этом случае должно соблюдаться соотношение: N рез £1,3hN ст. Если окажется, что мощности электродвигателя станка, на котором производится обработка, не хватает, надо выбрать более мощный станок. Если это невозможно, необходимо уменьшить выбранные значения u или S.
6. Определяют основное время каждого прохода (формулы для его расчета при различных видах обработки приводятся в нормативно-справочной литературе.
ПРОЦЕСС ШЛИФОВАНИЯ
Шлифование – процесс резания металлов, осуществляемый зернами абразивного материала. Шлифованием можно практически обрабатывать любые материалы, так как твердость зерен абразива (2200…3100НВ) и алмаза (7000НВ) очень велика. Для сравнения отметим, что твердость твердого сплава 1300НВ, цементита 2000НВ, закаленной стали 600…700НВ. Зерна абразива скрепляются связкой в инструменты различной формы или наносятся на ткань (абразивные шкурки). Шлифование применяется чаще всего как отделочная операция и позволяет получать детали 7…9-го и даже 6-го квалитетов с шероховатостью Ra=0,63…0,16мкм и менее. В некоторых случаях шлифование применяется при обдирке отливок и поковок, при зачистке сварных швов, т.е. как подготовительная или черновая операция. В настоящее время применяется глубинное шлифование для съема больших припусков.
Характерными особенностями процесса шлифования являются следующие:
1) многопроходность, способствующая эффективному исправлению погрешностей формы и размеров деталей, полученных после предшествующей обработки;
2) резание осуществляется большим количеством беспорядочно расположенных абразивных зерен, обладающих высокой микротвердостью (22000…31000Мпа). Эти зерна, образующие прерывистый режущий контур, прорезают мельчайшие углубления, а объем металла, срезаемый в единицу времени, в этом случае значительно меньше, чем при резании металлическим инструментом. Одним абразивным зерном в единицу времени срезается примерно в 400000 раз меньший объем металла, чем одним зубом фрезы;
3) процесс срезания стружки отдельным абразивным зерном осуществляется на высоких скоростях резания (30…70м/с) и за очень короткий промежуток времени (в течение тысячных и стотысячных долей секунды);
 |
абразивные зерна расположены в теле круга хаотически. Они являются многогранниками неправильной формы и имеют округленные радиусом r вершины (Стр. 301).
Округление это невелико (обычно r=8…20 мкм), но его всегда надо учитывать, так как при микрорезании толщины слоев, снимаемых отдельными зернами, соизмеримы с r;
5) большие скорости резания и неблагоприятная геометрия режущих зерен способствует развитию в зоне резания высоких температур (1000…1500°С);
6) управлять процессом шлифования можно только за счет изменения режимов резания, так как изменение геометрии абразивного зерна, выполняющего роль резца или зуба фрезы, практически трудноосуществимо. Алмазные круги с помощью специальной технологии изготовления могут иметь преимущественную (требуемую) ориентировку алмазных зерен в теле круга, что обеспечивает более благоприятные условия резания;
7) абразивный инструмент может в процессе работы самозатачиваться. Это происходит, когда режущие грани зерен затупляются, что вызывает увеличение сил резания, а следовательно, и сил, действующих на зерно. В результате затупленные зерна выпадают, вырываются из связки или раскалываются, и в работу вступают новые острые зерна;
8) шлифованная поверхность образуется в результате одновременного действия как геометрических факторов, характерных для процесса резания, так и пластических деформаций, сопровождающих этот процесс.
Что касается геометрической схемы образования шлифованной поверхности, необходимо иметь в виду следующее:
 |
для большего соответствия действительному процессу стружкообразования следует рассматривать врезание зерен в шероховатую поверхность, а сами зерна считать хаотично расположенными во всем объеме круга (Стр. 302).
Шлифование должно рассматриваться как явление пространственное, а не плоскостное. В зоне резания обрабатываемая элементарная поверхность за время ее контакта со шлифовальным кругом соприкасается не с одним рядом зерен, а с несколькими;
2) чем меньше неровности абразивного режущего инструмента, тем ближе он подходит к сплошному режущему лезвию и тем менее шероховатой получается обработанная поверхность. Одинаковый режущий контур можно создать уменьшением номера зернистости или увеличением времени абразивного воздействия, например, за счет понижения скорости вращения детали или уменьшения продольной подачи за один оборот изделия;
3) упорядоченный режущий рельеф достигается алмазной правкой. В процессе шлифования по мере разрушения и выпадания отдельных зерен упорядоченный режущий рельеф нарушается;
4) абразивные зерна в процессе резания можно разделить на режущие (например, зерна 3, 7), скоблящие, если они врезаются на столь малую глубину, что происходит лишь пластическое выдавливание металла без снятия стружки, давящие 5 и нережущие 4. В реальном процессе шлифования примерно 85…90% всех зерен не режет, а так или иначе пластически деформирует тончайший поверхностный слой, т.е. наклепывает его.
5) на шероховатость влияет не только зернистость, но и связка абразивного инструмента, оказывающая полирующий эффект, который больше проявляется при меньших скоростях вращения круга.
ХАРАКТЕРИСТИКИ АБРАЗИВНОГО ИНСТРУМЕНТА И НАЗНАЧЕНИЕ РЕЖИМОВ ШЛИФОВАНИЯ
Все абразивные материалы делятся на две группы: естественные и искусственные. К естественным материалам относятся корунд и наждак, состоящие из Al 2 O 3 и примесей. Из искусственных абразивных материалов наиболее широкое распространение получили: электрокорунд, карбид кремния, карбид бора, синтетический алмаз, кубический нитрид бора (КНБ), белбор.
Под зернистостью абразивных материалов понимают размеры их зерен. По своим размерам (крупности) они делятся по номерам:
1) 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16 – шлифзерно;
2) 12, 10, 8, 6, 5, 4, 3 – шлифпорошки;
3) М63, М50, М40, М28, М20, М14 – микропорошки;
4) М10, М7, М5 – тонкие микропорошки.
Зернистость микропорошков определяется размером зерен основной фракции в мкм. Согласно ГОСТ 3647-80, различают следующие фракции зерна: В (60…55%), П (55…45%), Н (45…40%), Д (43…39% зерен основной фракции).
Под твердостью кругов понимается способность связки удерживать абразивные зерна от вырывания их с поверхности круга под действием внешних сил, или степень сопротивления связки вырыванию зерен круга из материала связки.
По твердости круги на керамической и бакелитовой связках, согласно ГОСТ 18118-79, делятся на семь классов: М – мягкие (М1, М2, М3), М2 тверже, чем М1; СМ – среднемягкие (СМ1, СМ2); С – средние (С1, С2); СТ – среднетвердые (СТ1, СТ2, СТ3); Т – твердые (Т1, Т2); ВТ – весьма твердые (ВТ); ЧТ – чрезвычайно твердые (ЧТ).
Круги на вулканитовой связке различаются по твердости: среднемягкая (СМ), средняя (С), среднетвердая (СТ) и твердая (Т).
ГОСТ 2424-83 предусматривает изготовление шлифовальных кругов трех классов точности: АА, А и Б. В зависимости от класса точности кругов должны применяться шлифовальные материалы со следующими индексами: В и П – для класса точности АА; В, П и Н – для класса точности А; В, П, Н и Д – для класса точности Б.
Под структурой шлифовального круга понимается его внутренне строение, т. е. процентное соотношение и относительное расположение зерен, связки и пор в единице объема круга: V з +V с +V п =100%.
Основой системы структур является содержание абразивных зерен в единице объема инструмента:
| Номер структуры | ||||||||||||
| Содержание зерен, % |
Структуры с 1 по 4 – закрытые или плотные; с 5 по 8 – средние; с 9 по 12 – открытые.
ГОСТ 2424-83 регламентирует выпуск 14 профилей шлифовальных кругов диаметром 3…1600мм, толщиной 6…250мм.
Оптимальным режимом резания при шлифовании следует считать режим, который обеспечивает высокую производительность, наименьшую себестоимость и получение требуемого качества шлифованной поверхности.
Для определения режима шлифования:
1) выбирается характеристика шлифовального круга и устанавливается его окружная скорость u к;
2) назначается поперечная подача (глубина резания t) и определяется число проходов, обеспечивающих снятие всего припуска. Подача варьируется в пределах 0,005…0,09 мм за двойной ход;
3) назначается продольная подача в долях ширины круга S пр =КВ, где К=0,4…0,6 для чернового, К=0,3…0,4 – для чистового шлифования;
4) выбирается окружная скорость вращения детали u д. При черновом шлифовании следует исходить из установленного периода стойкости круга (Т=25…60мин), при чистовом – из обеспечения заданной шероховатости поверхности. Обычно скорость вращения детали находится в пределах 40…80м/мин;
5) подбирается охлаждающая жидкость;
6) определяются силы резания и мощность, необходимые для обеспечения процесса шлифования. Мощность (кВт),необходимая для вращения круга, N k ³P z u к /10 3 h, а для вращения детали N д ³P z u д /(60×10 3 h);
7) выбранные режимы шлифования корректируются по паспорту станка. При нехватке мощности уменьшаются u д или S, т.к. они влияют на мощность резания N к и машинное время t м;
8) проверяются условия бесприжогового шлифования по удельной мощности, приходящейся на 1 мм ширины круга: N уд =N к /В. Она должна быть меньше допустимой удельной мощности, приводимой в справочной литературе;
9) подсчитывается машинное время.
Похожая информация.
Похожие статьи
 Преимущества и недостатки светодиодного освещения в квартире
Преимущества и недостатки светодиодного освещения в квартире
 Как сделать солевую комнату своими руками
Как сделать солевую комнату своими руками
 Ремонт дома из кирпича Как восстановить кирпичный фундамент самому
Ремонт дома из кирпича Как восстановить кирпичный фундамент самому
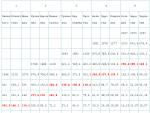 Проектирование дома по саженям
Проектирование дома по саженям
 Семена сидеральных и медоносных культур Посевная культура люпин описание как медоноса
Семена сидеральных и медоносных культур Посевная культура люпин описание как медоноса
-
Как своими руками сделать простейший землемерный инструмент?
 Современные моющие средства и их натуральные замены Мытьё окон, зеркал и стеклянных столешниц
Современные моющие средства и их натуральные замены Мытьё окон, зеркал и стеклянных столешниц Гюнтер Грасс и его «Жестяной барабан
Гюнтер Грасс и его «Жестяной барабан Защитное покрытие из родия для серебряных ювелирных изделий
Защитное покрытие из родия для серебряных ювелирных изделий Гипсовая ваза. Напольная ваза. Гипсовые вазы из подручных материалов
Гипсовая ваза. Напольная ваза. Гипсовые вазы из подручных материалов